









































































































































企業動態2025-02-05
前段時間,受客戶之約去客戶現場調試鏜刀,一番操作之后,客戶的眼神由狐疑慢慢變成了驚嘆,驚嘆于BIG鏜刀的超高調節精度和穩定性,調節多少尺寸,加工出來就是多少尺寸,而且沒發現反向間隙,完全可以信賴鏜頭本身的調節刻度。一直以來困擾他們的孔徑精度問題解決了。

選擇合適的刀具對加工效果和效率至關重要,即便如此,在日常加工的時候也經常會遇到諸如光潔度差、振刀、喇叭孔等問題,面對這些問題時,莫急,冷靜考慮,除了鏜頭本身以外,今天我們也來對刀片和刀桿認識一番。
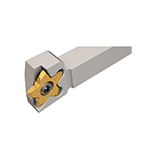
首先,讓我們來認識一下切削刀片。
首先,讓我們來認識一下切削刀片。
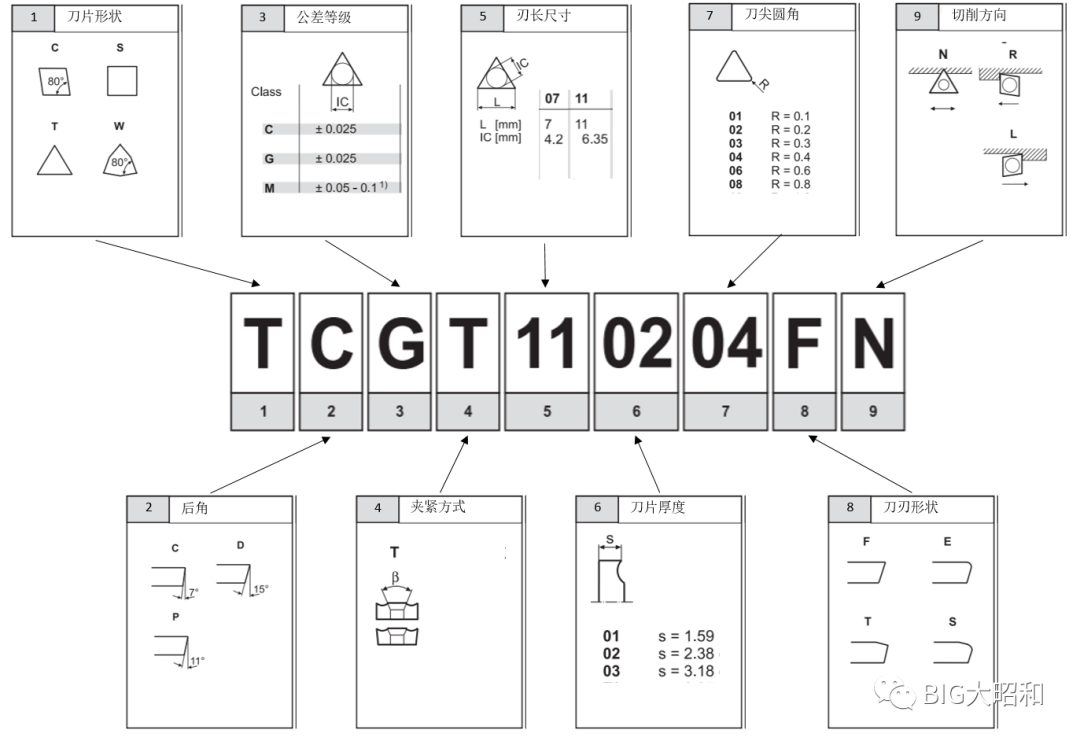
這是一張刀片型號各部分含義的表示圖。眾所周知,刀片安裝在鏜頭的刀片座上,那么必須要選用跟刀片座尺寸完全匹配的刀片,才能保證最好的穩定性和剛性。很多客戶對這方面往往容易忽視,導致了加工不良的頻發。因此,使用原裝刀片是非常必要的。
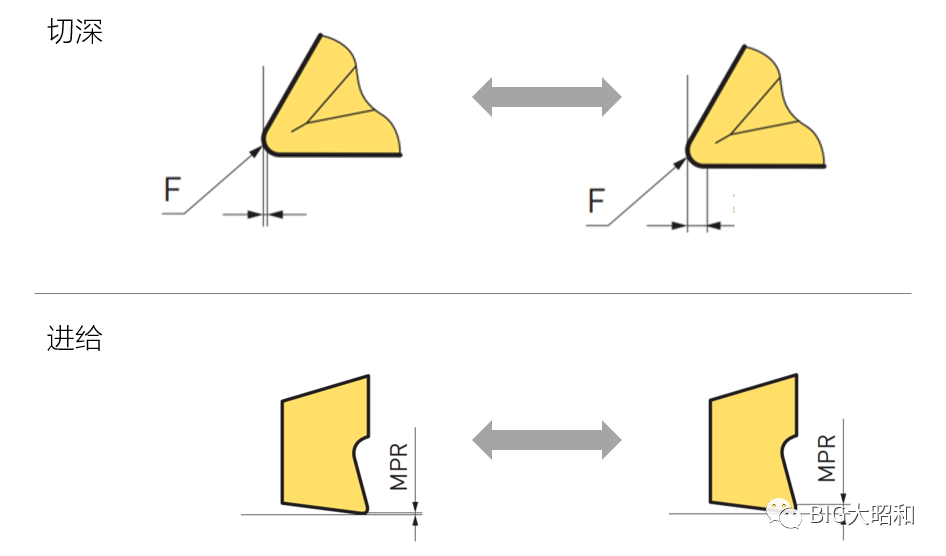
那么,在切削時,影響精鏜效果的三大切削要素,分別是:切深、進給、線速度。為了達到最理想的精鏜加工效果,需要在這三個要素中去尋找平衡,從而得到一組最優參數。過大的切深和過高的進給都會產生過度的切削力,這會造成不穩定的孔徑尺寸和表面光潔度不理想;相反,如果切深過小或者進給太低會因為沒完全切進去而提高了振刀的風險。
那么,在切削時,影響精鏜效果的三大切削要素,分別是:切深、進給、線速度。為了達到最理想的精鏜加工效果,需要在這三個要素中去尋找平衡,從而得到一組最優參數。過大的切深和過高的進給都會產生過度的切削力,這會造成不穩定的孔徑尺寸和表面光潔度不理想;相反,如果切深過小或者進給太低會因為沒完全切進去而提高了振刀的風險。
線速度也有相應的情況,線速度低的話雖然會減少振刀的發生,但會導致表面光潔度不佳,加工時間長,容易產生積削瘤等問題;線速度高的話雖然可以改善光潔度,縮短加工時間,但是也會導致容易振刀,刀片壽命低等問題。線速度跟刀桿有很大的關系,比如長徑比大于5的鋼制刀桿,要想保證理想的線速度,需要換成硬質合金桿或者專用的防振鏜刀。
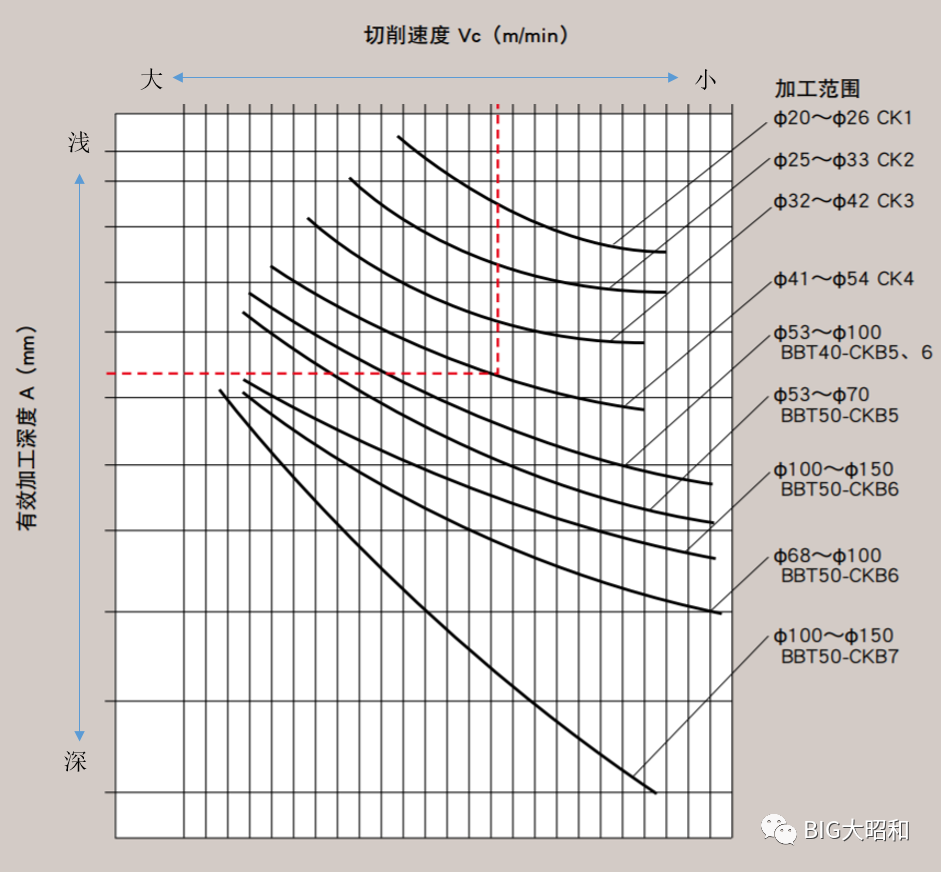
(以上圖片僅為示意圖,詳細參數需要查閱相關配套的切削參數表,選擇最合適的加工)最后,以下是精鏜過程中可能會遇到的問題及解決方向:
01振刀
可能原因:轉速過大;刀桿長徑比過大;刀片選擇不合理;切深不對
應對方案:降低轉速;選用硬質合金刀桿或者防振刀桿/防振鏜頭;換小圓角刀片;重新檢查切削余量
02光潔度差
可能原因:刀尖圓角過小;進給過大;排屑不良
應對方案:換大圓角刀片;降低進給;增大排屑空間/中心內冷/修改切削余量
03刀片壽命短
可能原因:刀片材質錯誤;轉速過大;冷卻不良;切削余量過大
應對方案:換耐磨材質刀片;降低轉速;中心給水;減小切削余量
04 圓度不佳
可能原因:鏜刀動平衡性差;切削力過大;工件夾持變形;工件結構不對稱
應對方案:選用自動動平衡鏜頭/降低轉速;檢查工裝夾具;減小切削余量/降低進給
05位置度不佳
可能原因:底孔位置偏心;切削余量多大
應對方案:增加半精加工;減小切深/減小刀尖角/換精磨刀片
01振刀
可能原因:轉速過大;刀桿長徑比過大;刀片選擇不合理;切深不對
應對方案:降低轉速;選用硬質合金刀桿或者防振刀桿/防振鏜頭;換小圓角刀片;重新檢查切削余量
02光潔度差
可能原因:刀尖圓角過小;進給過大;排屑不良
應對方案:換大圓角刀片;降低進給;增大排屑空間/中心內冷/修改切削余量
03刀片壽命短
可能原因:刀片材質錯誤;轉速過大;冷卻不良;切削余量過大
應對方案:換耐磨材質刀片;降低轉速;中心給水;減小切削余量
04 圓度不佳
可能原因:鏜刀動平衡性差;切削力過大;工件夾持變形;工件結構不對稱
應對方案:選用自動動平衡鏜頭/降低轉速;檢查工裝夾具;減小切削余量/降低進給
05位置度不佳
可能原因:底孔位置偏心;切削余量多大
應對方案:增加半精加工;減小切深/減小刀尖角/換精磨刀片
06喇叭孔
可能原因:刀片磨損
應對方案:換耐磨刀片材質/增加刀尖角/通冷卻液






