









































































































































企業動態2025-02-05
按驅動不同分:手用絲攻和機用絲錐
按加工方式分:切削絲攻和擠壓絲錐
按被加工螺紋分:公制粗牙絲攻公制細牙絲攻,管螺紋絲錐等



底孔的簡單計算方法:切削絲錐:外徑螺距(底孔越大,絲錐壽命越長)無溝槽絲錐(擠壓絲錐):外徑-1/2螺距
按加工方式分:切削絲攻和擠壓絲錐
按被加工螺紋分:公制粗牙絲攻公制細牙絲攻,管螺紋絲錐等
根據其形狀分為直槽絲攻,螺旋槽絲攻和刃傾角絲錐,擠壓絲錐
直槽絲錐 ←向下排屑
特征
用途
- 直的溝槽、刃尖強度高
- 容易選定切削錐長→1.5·5·9牙
- 容易再研磨
- 對應螺紋尺寸可選擇性大
用途
- 在高硬度的加工材料,易引起刀具磨損的材料,攻絲深度短的通孔很好的效果:(剛性強)
- 切削錐部分可以有2、4、6牙,用于不通孔,長錐用于通孔。只要底孔足夠深,就應盡量選用切削錐長一些的這樣分擔切削負荷的齒多一些,使用壽命也長一些
刃傾角絲錐←向下排屑
特征
用途
切屑容易形成卷曲狀的材料只能用于通孔→切削未完成就反轉容易折斷
- 刃傾角式溝槽
- 切屑向前排除
- 切屑不容易纏繞
- 抗折損強度高
- 切削性能好
用途
切屑容易形成卷曲狀的材料只能用于通孔→切削未完成就反轉容易折斷
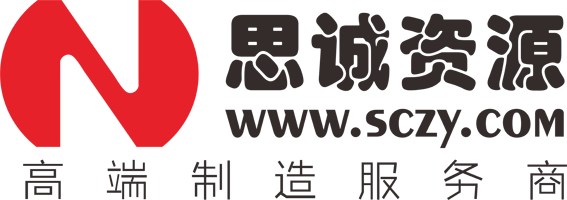
螺旋槽絲(通孔也可加工)向上排屑→
特征
用途
- 螺旋溝槽
- 能夠加工到盲孔的底部
- 不殘留切屑
- 容易進行螺紋加工
- 切削性能好
用途
- 切屑呈卷曲狀材料
- 盲孔;
擠壓絲錐-塑性變形無屑↓
特征
用途
- 塑性變形無屑
- 通過金屬的塑性變形加工螺紋
- 沒有切屑
- 內螺紋精度好
- 抗折損
- 螺紋頂部牙形形成凹槽,
- 內陷,與切削絲錐有區別
- 底孔管理嚴格
- 加工扭力大
用途
- 延展性好的材料(鋁合金銅件低,中碳鋼)盲孔·通孔兼用
- 采用擠壓成形工藝加工出的螺紋孔,抗拉抗剪強度高,加工表面的粗糙度也較好
切削絲錐與無溝槽絲錐的區別
| 絲錐的種類 | 螺紋的形狀 | 底孔的尺寸 | 螺紋的形狀底孔的尺寸例如M8X 1.25J2級的情況 | |
| 底孔徑 | 底孔公差 | |||
切削絲錐 |
| JIS2級的底孔尺寸 |
6.65~6.91 |
0.26 |
擠壓絲錐 |
 | 底孔比以上尺寸大約大1/2個螺距 | 7.34~7.41 | 大概是以上尺寸 NRT1/4~1/3左右 0.07 |
底孔的簡單計算方法:切削絲錐:外徑螺距(底孔越大,絲錐壽命越長)無溝槽絲錐(擠壓絲錐):外徑-1/2螺距
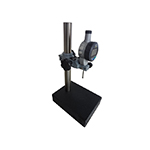
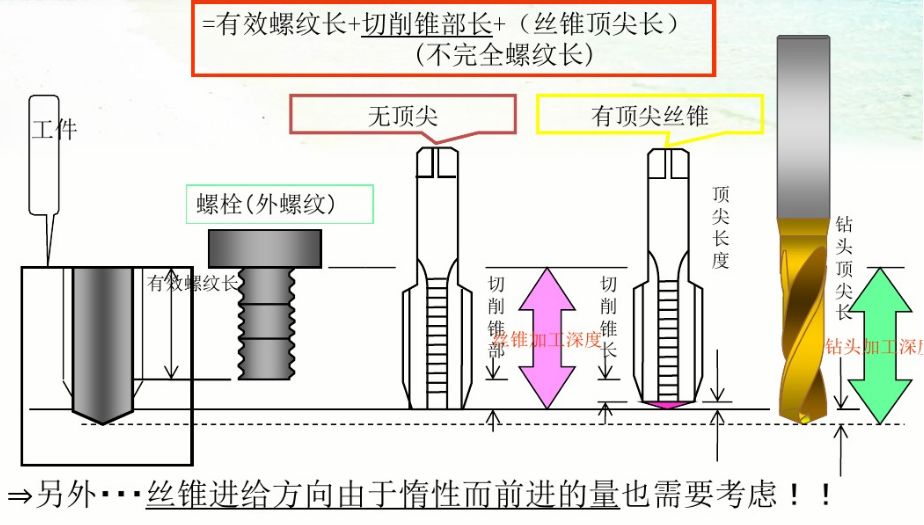
盲孔螺紋加工時
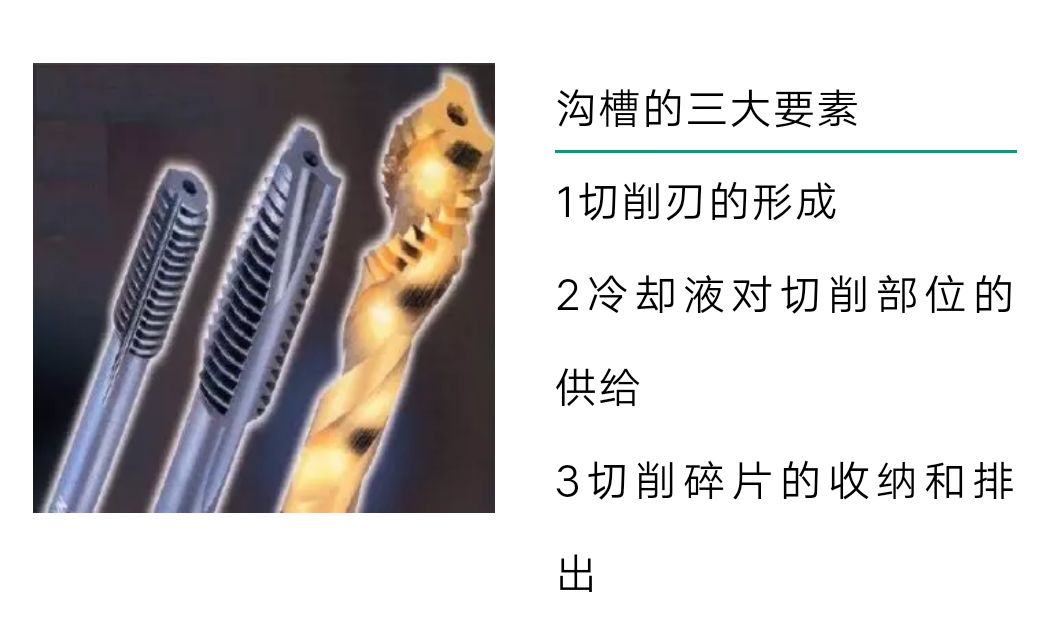
切削絲錐上溝槽的作用
絲錐加工的特點

- 絲錐可以量產,所以價錢較便宜。
- 攻牙作業容易,并不需要太熟練的技術。
- 可簡單地在復雜形狀的工件上攻牙。
- 可以使用機械方式或手工攻牙。
絲錐加工的難點
一、切削絲錐問題點
二、擠壓絲錐問題點
一、切削絲錐問題點
- 切削錐部的修磨
- 鉆頭修磨的偏移量
- 回轉與進給不同步
- 絲錐轉數過快過慢
二、擠壓絲錐問題點
- 底孔要求嚴格;
- 切削絲錐上述四點
- 造成止規過的主要原因是回轉與進給不同步(簡單說就是是否采用浮動夾頭,程序,機床剛性主軸絲杠有直接關系
絲錐加工中常遇問題與對策
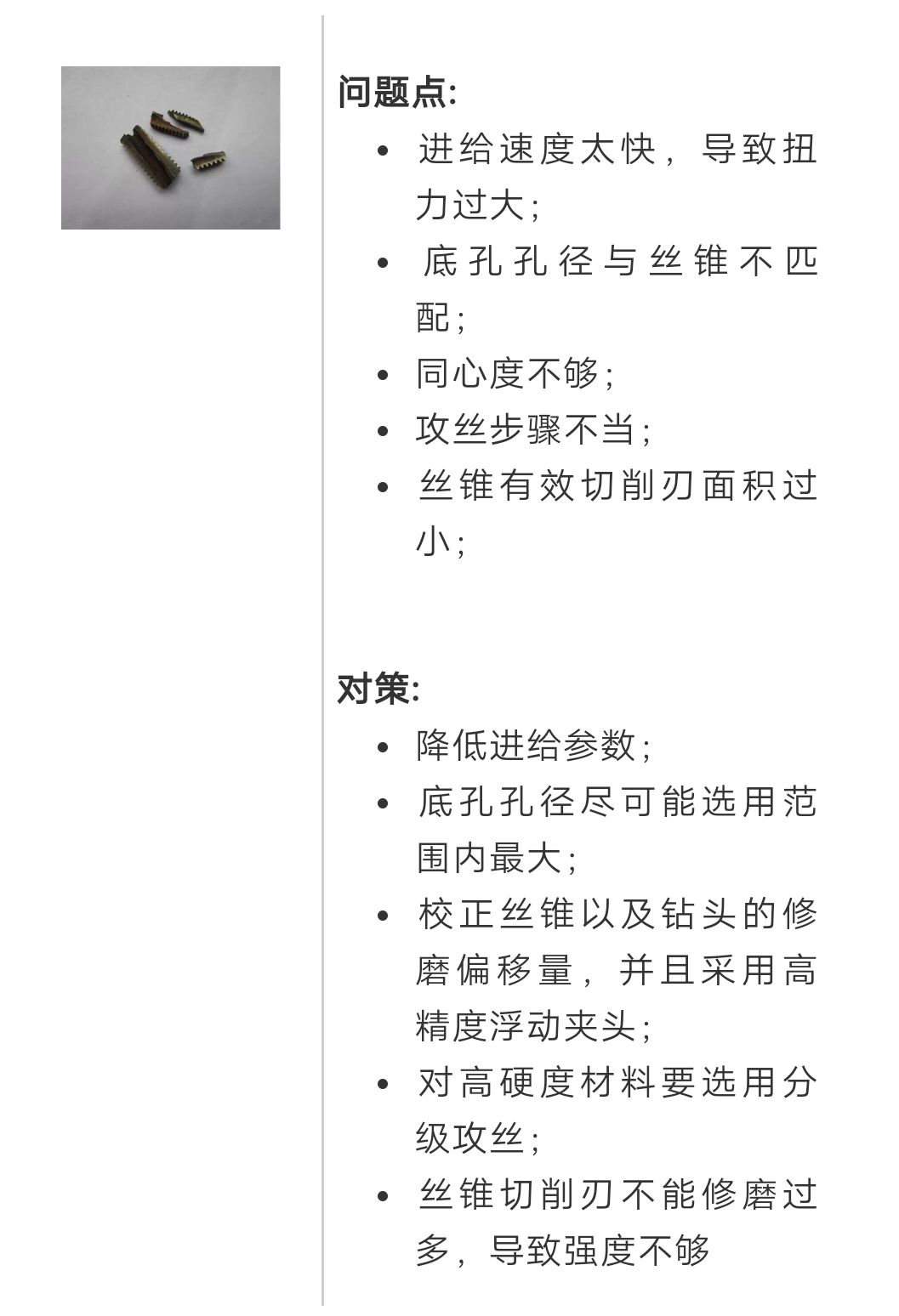
絲錐折斷
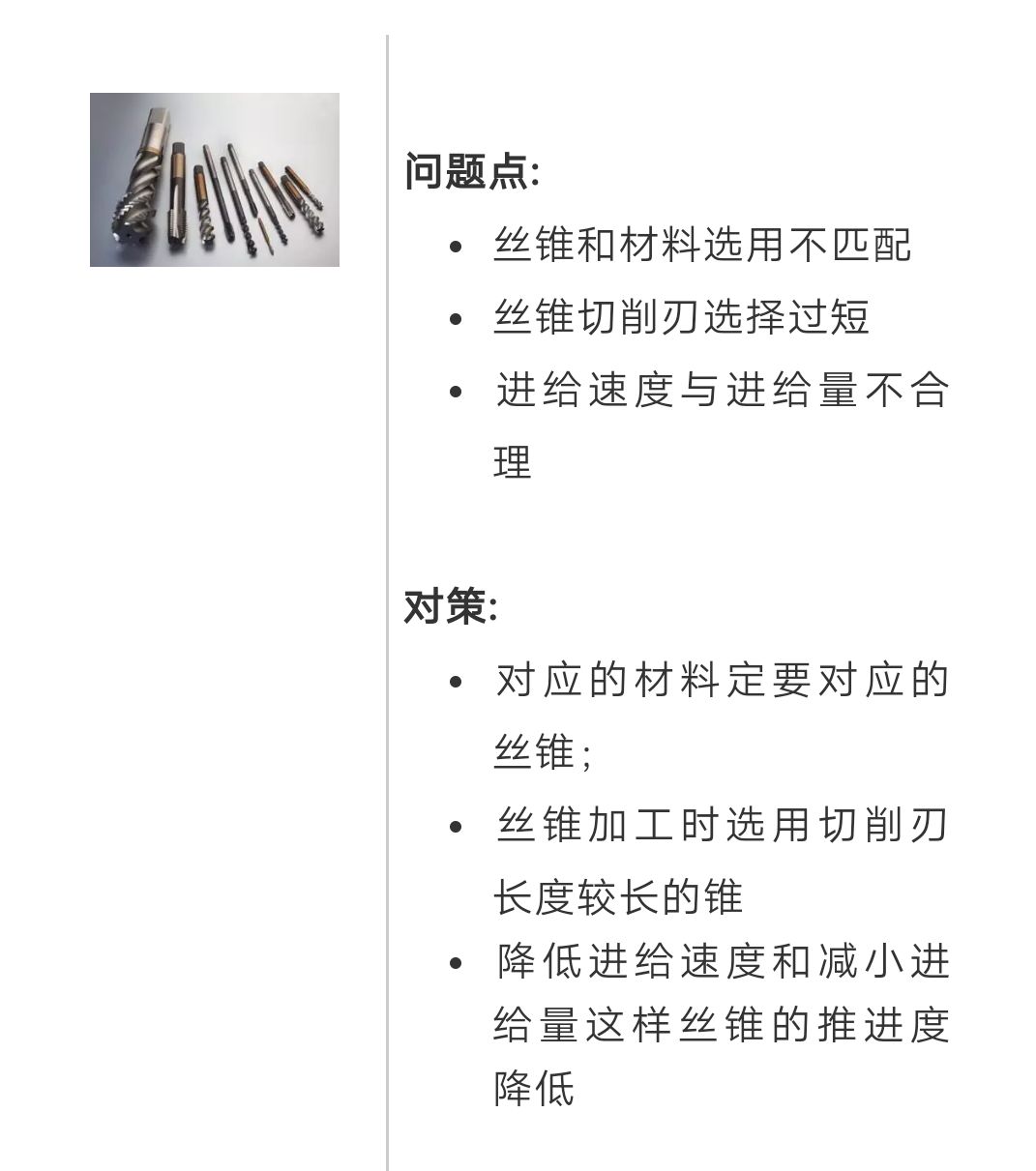
絲錐崩刃
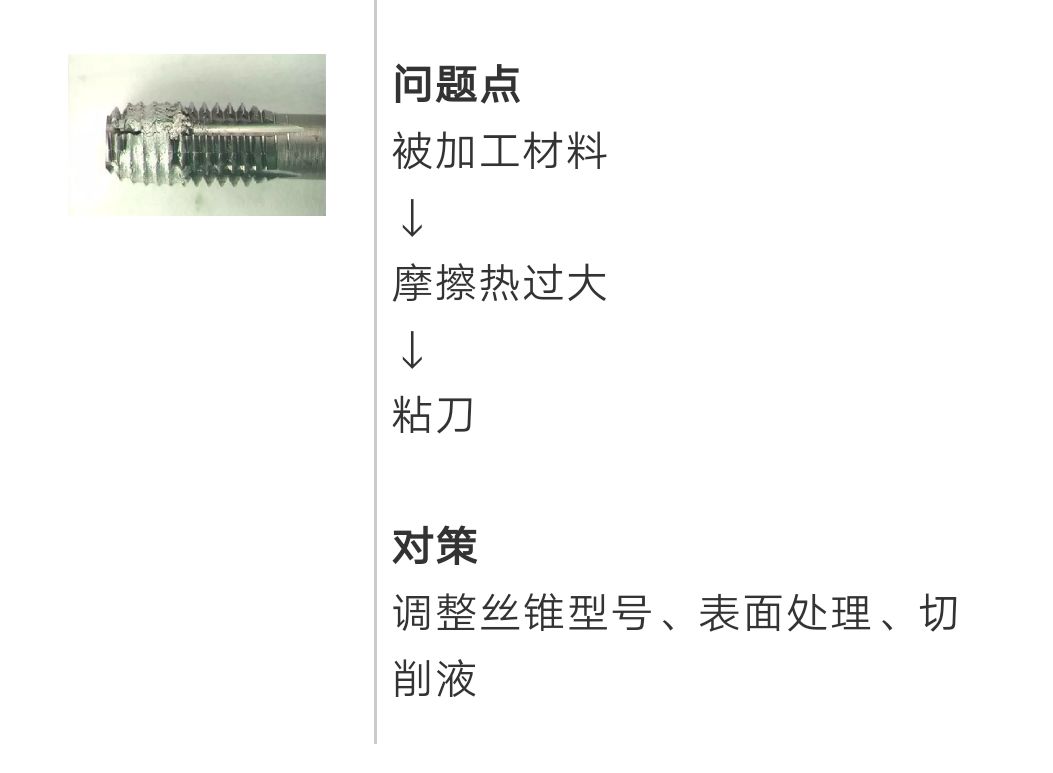
粘刀(熔著)的原因
啃削、咬削原因
絲錐型號不適當
切削部位長度等粘刀(例軟鋼SU304,鋁)
表面處理、絲錐諸角度不適當、切削液、注油方法
切屑堵塞(加工深度)
表面處理、絲錐諸角度不適當、切削液、注油方法
切屑堵塞(加工深度)
內螺紋的【啃削】
什么狀況下? | 改善對策 |
絲錐選擇不當時 型號 | 提高切削性能 降低摩擦熱 表面處理的應用 提高切屑排出性能 |
| 攻絲狀況不良時 | 改善底孔直徑 改善進給轉速 ? |






