









































































































































企業動態2025-02-05
現代化加工中,HSM高速銑削是被廣泛使用的一項重要技術。通過應用HSM銑削技術,可以銑削各種軟硬材料,適合絕大部分精密模具的加工及高精密銅、石墨電極的加工。圍繞此技術的討論很多,常見的有:
“高速銑的原理和傳統銑削有什么不同?”
“高速銑對切削刀具和夾座的要求?”
“高速銑會代替電火花加工嗎?”






“高速銑的原理和傳統銑削有什么不同?”
“高速銑對切削刀具和夾座的要求?”
“高速銑會代替電火花加工嗎?”
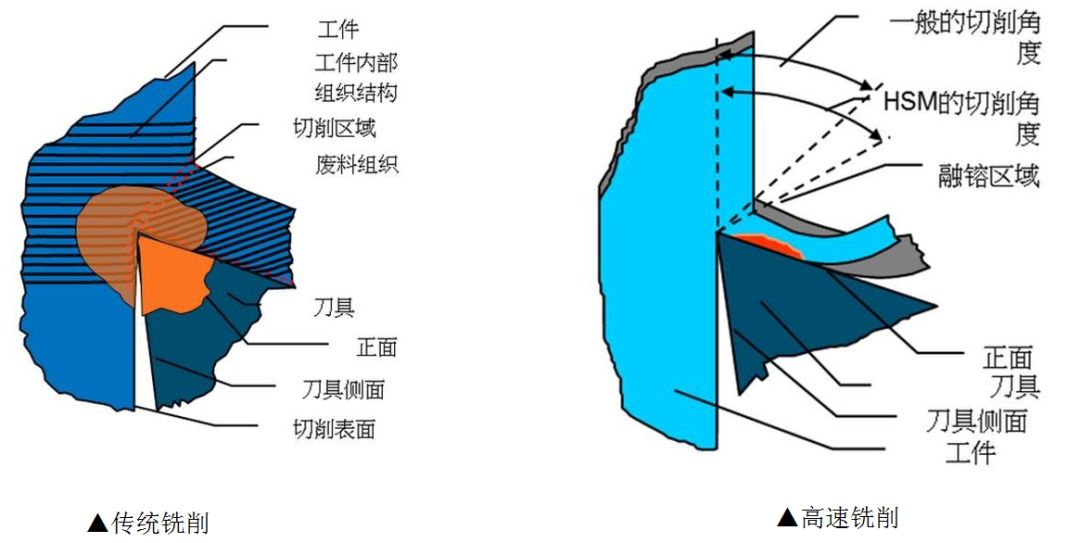
一、高速銑削時的情況
隨著轉速增加到一定程度時,則刀具的溫度和切削力反而會逐漸下降。這種現象被用在了高速銑削技術中。
傳統銑削
高速銑削
材料移除面積大但速度慢
材料移除面積小但速度快
產生溫度高
產生溫度低
成品精度低, 刀具損耗快
成品精度高, 刀具損耗慢
表面不佳
表面良好
▲ 不同銑削方式的對比
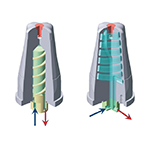
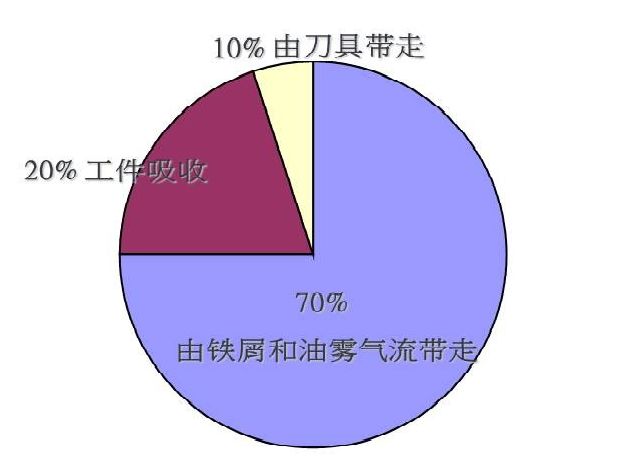
▲ 高速切削熱源的分散比率
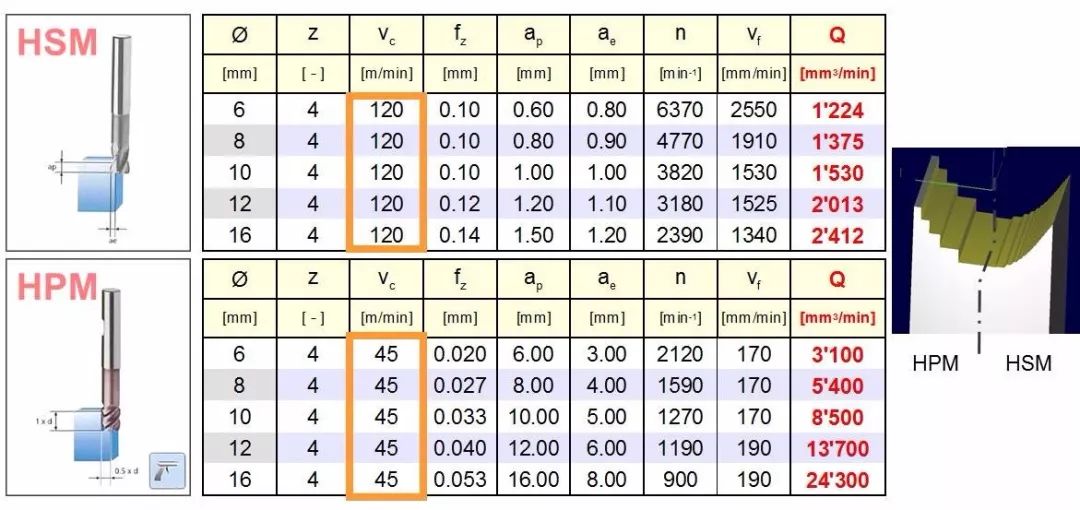
▲ 高速銑削(HSM)和高效能銑削(HPM)加工理念
例:粗加工淬硬鋼,材料硬度 >55HRC
二、高速銑削的應用范圍
? 為了與主軸規格相匹配,保證加工的穩定性和安全起見,刀具直徑不超過16mm(HSK-E40)。
? 與傳統銑削相比,高速銑削的切削去除率相對比較小,對于小零件和模具加工應用非常適合。
? 可應用于薄片加工、微細加工等等新的加工應用。
? 是軟材或超硬材料的新理念加工工法。
? 與傳統銑削相比,高速銑削的切削去除率相對比較小,對于小零件和模具加工應用非常適合。
? 可應用于薄片加工、微細加工等等新的加工應用。
? 是軟材或超硬材料的新理念加工工法。
▲ 鋁件壁厚為0.5mm,如果沒有高速銑削技術該零件可能無法生產
三、HSM對切削刀具的要求
1. 幾何形狀
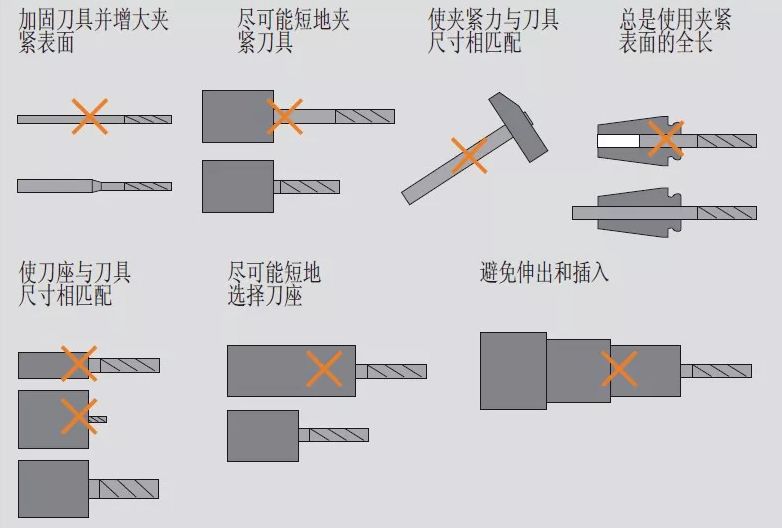
刀具振動直接影響加工所獲得的表面質量。因此,在HSM精加工過程中保持刀具均勻的切削力極其重要,避免引發刀具振動。刀具相鄰幾何特性對切削力的影響有:
? 同心度好有利于負載在切削刃上均勻分布;
? 較大的切削刃重疊有利于獲得均勻的切削力特性(較大螺旋角和槽數);
? 短切削長度有利于獲得較好的剛性(相對于機床陡壁,軸的直徑被減小一點);
? 芯部橫截面狀態最好,槽口處的應力集中最小。
? 同心度好有利于負載在切削刃上均勻分布;
? 較大的切削刃重疊有利于獲得均勻的切削力特性(較大螺旋角和槽數);
? 短切削長度有利于獲得較好的剛性(相對于機床陡壁,軸的直徑被減小一點);
? 芯部橫截面狀態最好,槽口處的應力集中最小。
2. 材料和涂層
刀具材料必須比待加工材料硬。工件材料與刀具材料之間的硬度差越大,刀具磨損越小,刀具使用壽命越長。因為局部溫度很高,還必須保證刀具材料具有抗氧化性。
四、HSM對夾座的要求
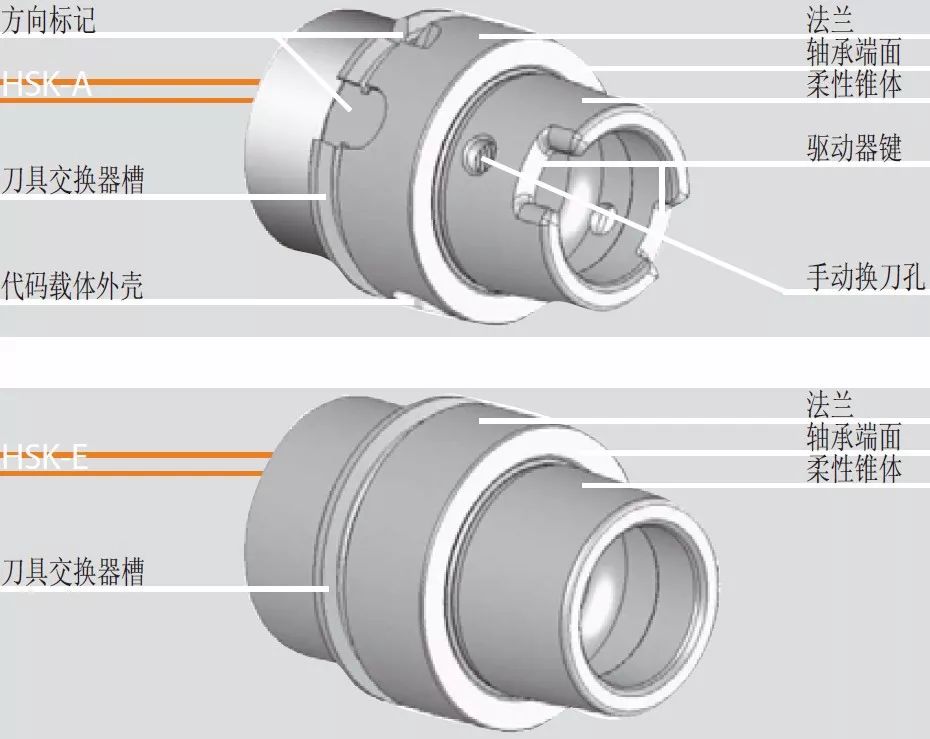
由于在HSM加工中需要很高的主軸速度,因此,最好使用HSK-A和HSK-E系統。由于夾座法蘭安裝在主軸頭上,夾座在Z方向上有明確的機械支撐,因此,在較高轉速下,不會因離心力增大而拖進主軸。
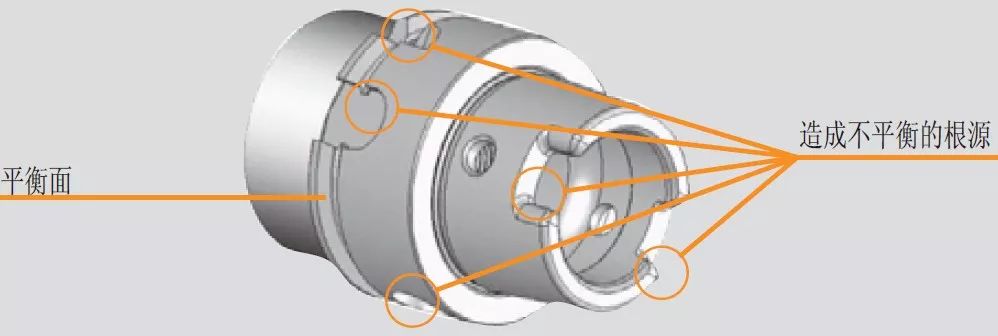
要實現穩定的HSM加工,按照要求對刀具和刀座裝置進行平衡并對其同軸度進行檢查是至關重要的。還必須考慮與未平衡質量有關的旋轉速度極限。平衡不好或不同心的旋轉刀具系統將導致表面質量、刀具使用壽命、加工穩定性和安全性下降。
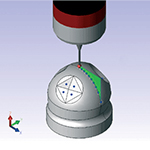
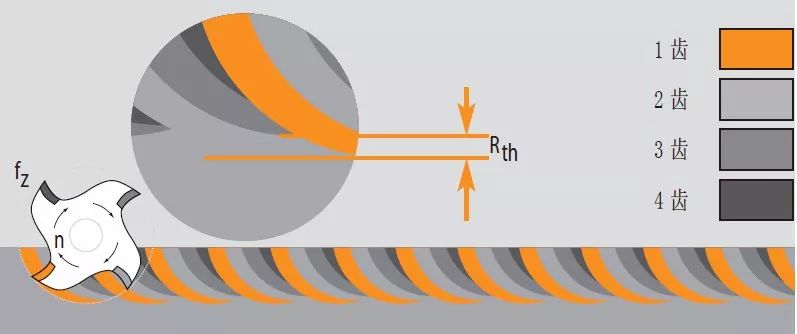
加工過程中因產生突變而造成不平衡以及偏離理想同心度,其結果在下面的原理圖中看得非常清楚:
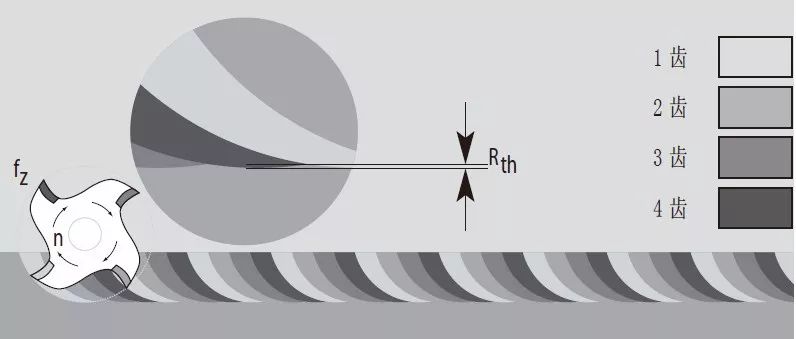
▲ 與完美同心度相比無偏差:較小的理論粗糙度
▲ 與完美同心度相比有偏差:較大的理論粗糙度
平衡質量對整個旋轉系統的動態性能有著重要的影響。不平衡相當于有一個偏心物體在旋轉,引發離心力,其隨著轉速的增加呈平方值增大。這意味著相同的不平衡在轉速為42,000 rpm的主軸上引發的離心力是轉速為2,000 rpm主軸的441倍(212 = 441)。因此,高速加工中刀具刀座裝置的不平衡具有特別明顯的不良后果。
應用HSM中的刀具夾緊技術,可以與夾頭和縮徑接頭一起使用夾座:
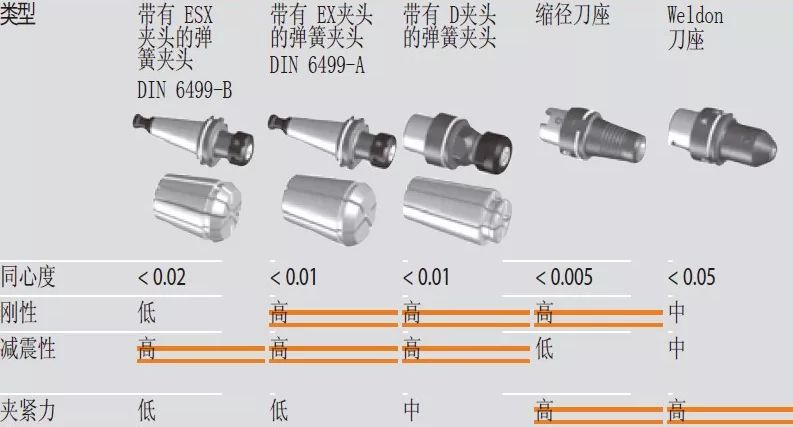
應用HSM中的刀具夾緊技術,可以與夾頭和縮徑接頭一起使用夾座:
由于帶夾頭的夾座良好的阻尼特性能夠給粗加工過程帶來好的效果,因此,與縮徑接頭一起可以達到極高的剛性和重復精度。各種縮徑刀座的傳遞扭矩取決于夾緊設備設計結構,它們可能區別很大。
五、高速銑會替代電火花加工嗎?
在模具加工中,高速銑可加工60HRC的淬硬鋼件。因此,高速銑加工允許在熱處理以后再進行切削加工,減少了電火花加工的工作量。但是客觀地講,高速銑加工技術不是萬能的,它的產生源于對傳統銑削加工和電火花加工工藝弱點的補充,它的成熟發展逐漸拓寬了其應用領域,但由于受銑削加工方式本身特點的制約,它在模具加工中不可能替代電火花加工。這里以模具企業實際生產經驗來作一些分析和介紹。
1. 電火花加工的優勢及其應用
概括地說,電火花加工的優勢主要反映在深槽窄縫的加工,內清角的加工,棱邊清晰的加工,細微、復雜、精密加工,深型腔的加工等,還有超硬材料的加工,這些都是高速銑加工能力欠缺之處。可知,在細微復雜形狀的精密模具制造中,電火花加工占有絕對優勢。
隨著高速銑加工技術的快速發展,電火花加工技術確是受到了不小的沖擊,但面對挑戰,電火花加工融合了先進的數控技術,目前數控電火花成形機各項工藝指標達到了很高的水平,能獲得棱邊棱角高度精確的微細型腔,能獲得Ra值小于0.1微米的鏡面加工效果。另外,近年來發展起來的電火花數控銑削加工、混粉電火花大面積精加工等技術,展現了電火花加工新的活力。
對于精密小型腔、窄縫、溝槽、拐角等的加工,電火花加工應該作為首要選擇的工藝;對于復雜形狀部位的加工, 特別是當刀具難于夠到復雜表面時,電火花加工就有它的意義了;在需要深度切削的地方,在長徑比特別高的地方,更明確的要避免應用高速銑加工;對于高技術零件的加工,一般加工電極的編程時間比高速銑加工工件的時間要較短,在更復雜的加工應用中,這個差別變得更加明顯;在規定了要作電火花精加工的地方,用電火花加工來提供火花紋表面。
2. 高速銑加工的優勢及其應用
高速銑加工采用小徑銑刀,高轉速、小周期進給量,使得生產效率和加工精度大大提高,同時由于銑削力低,工件熱變形減少,銑削深度較小,而進給較快,因此加工的表面粗糙度很小。
高速銑適合絕大部分模具的加工,使模具制造工藝簡化。傳統的加工工序為:外形粗加工→粗銑加工型腔→熱處理→外形精加工→電火花加工型腔→鉗工打磨拋光型腔→表面強化處理。采用高速加工后的工序為:外形粗加工→熱處理→外形精加工→高速銑加工型腔→表面強化處理,可省卻電加工(相對而言)、手工打磨等工序,縮短了工藝路線,進而大大提高加工生產率。
事實上,高速銑也非常適合電極的制造。傳統銑削的電極需手工拋光,一致性差,會影響電火花加工的質量。高速銑加工的電極幾乎無需人工拋光,粗加工和精加工電極可達幾近完美的一致性。同時,高速銑可加工薄壁、形狀更為復雜的電極。
事實上,高速銑也非常適合電極的制造。傳統銑削的電極需手工拋光,一致性差,會影響電火花加工的質量。高速銑加工的電極幾乎無需人工拋光,粗加工和精加工電極可達幾近完美的一致性。同時,高速銑可加工薄壁、形狀更為復雜的電極。
3.總結
在高速銑加工迅速發展的今天,電火花加工發展空間受到了一定的擠壓。在此同時,高速銑也給電火花加工帶來了更大的技術進步。如:采用高速銑來制造電極,由于狹小區域加工的實現和高質量的表面結果,讓電極的設計數量大大降低。另外用高速銑來制造電極也可以使生產效率提高到一個新的層次,并能保證電極的高精度,這樣使電火花加工的精度也提高了。如果型腔的大部分加工由高速銑來完成,則電火花加工只作為輔助手段去清角修邊,這樣留量更均勻、更少。
電火花加工與高速銑加工的發展是相輔相成的,高速銑加工技術的發展促進了電火花加工技術的發展,同時也為其提供了新的發展動力。它們之間有相互不可替代的作用,兩者應該揚長避短。這兩種技術的結合可為高復雜、高精度模具的制造提供完美的加工方案。
電火花加工與高速銑加工的發展是相輔相成的,高速銑加工技術的發展促進了電火花加工技術的發展,同時也為其提供了新的發展動力。它們之間有相互不可替代的作用,兩者應該揚長避短。這兩種技術的結合可為高復雜、高精度模具的制造提供完美的加工方案。






