









































































































































企業(yè)動(dòng)態(tài)2025-02-05
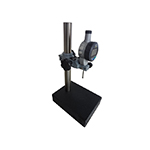
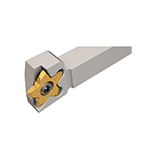
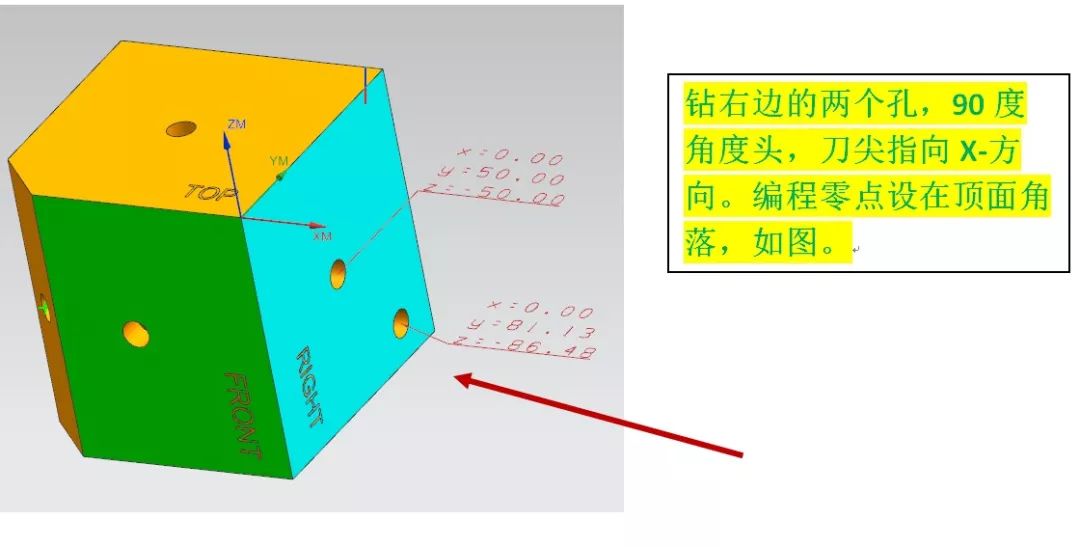
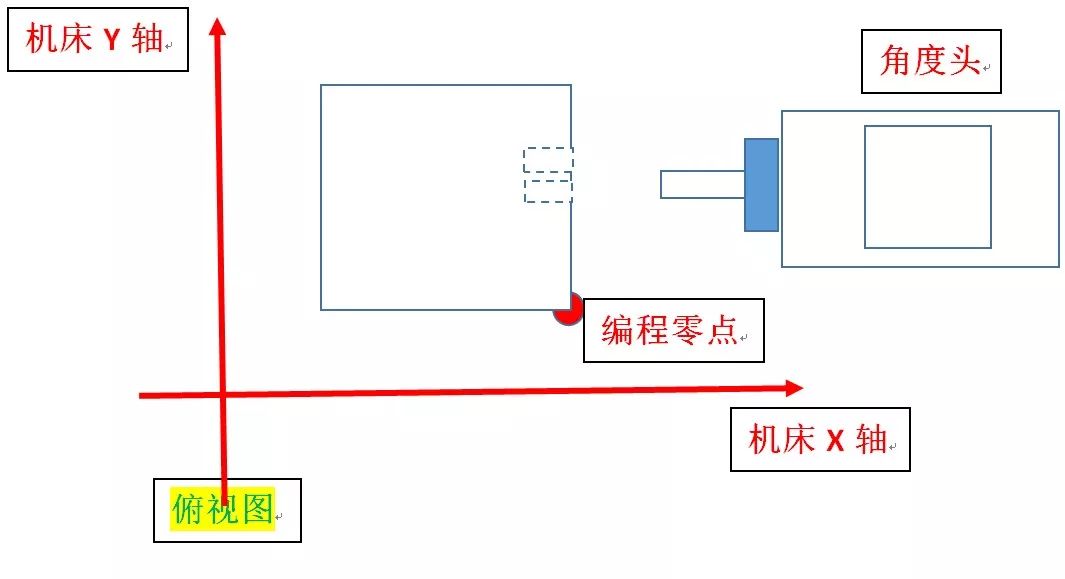
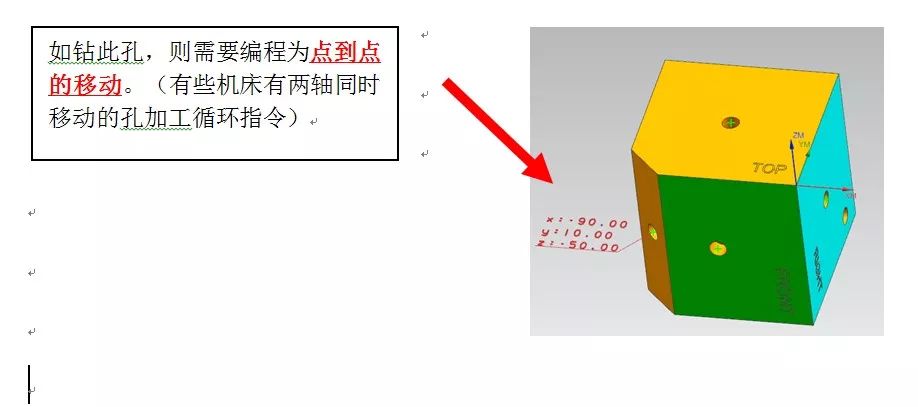
角度頭有側(cè)銑頭之稱,角度頭如何編程呢?下面小編已角度頭鉆孔為案例講述一個(gè)編程案例。鉆右邊的兩個(gè)孔,90度角度頭,刀尖指向X-方向。編程零點(diǎn)設(shè)在頂面角度,如下圖。
代碼:
G40 G90 G80 G49
G91 G28 Z0.0 X0. Y0.
T1 M06
G17 G54 G90 G0 Y50. X20. (刀尖位于孔右上方)
S1000 M04 (反轉(zhuǎn),通過角度頭后變成正轉(zhuǎn))
G43 Z-50. H01 M08 (下到第一個(gè)孔的中心)
G19 (YZ平面加工)
G98 G81 Y50. Z-50. X-10. F250. R3. (孔中心:Y50.Z-50. 孔深-10.)
Y81.13 Z-86.48 (鉆第二個(gè)孔)
G80 G00 X20. (往X+方向移動(dòng),離開工件)
G17
G91 G28 Z0.0
G91 G28 X0.0 Y0.0
M30
G40 G90 G80 G49
G91 G28 Z0.0 X0. Y0.
T1 M06
G17 G54 G90 G0 Y50. X20. (刀尖位于孔右上方)
S1000 M04 (反轉(zhuǎn),通過角度頭后變成正轉(zhuǎn))
G43 Z-50. H01 M08 (下到第一個(gè)孔的中心)
G19 (YZ平面加工)
G98 G81 Y50. Z-50. X-10. F250. R3. (孔中心:Y50.Z-50. 孔深-10.)
Y81.13 Z-86.48 (鉆第二個(gè)孔)
G80 G00 X20. (往X+方向移動(dòng),離開工件)
G17
G91 G28 Z0.0
G91 G28 X0.0 Y0.0
M30
1、角度頭的長(zhǎng)度讀取與加工坐標(biāo)的設(shè)置。問題:如下圖,機(jī)床是怎樣讀取角度頭的橫豎長(zhǎng)度(VH)的呢?
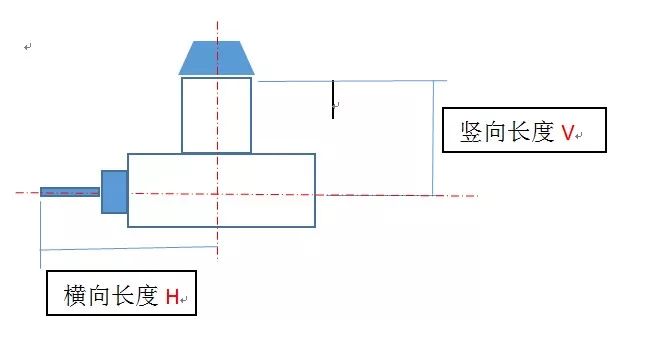
先看坐標(biāo)的設(shè)置:
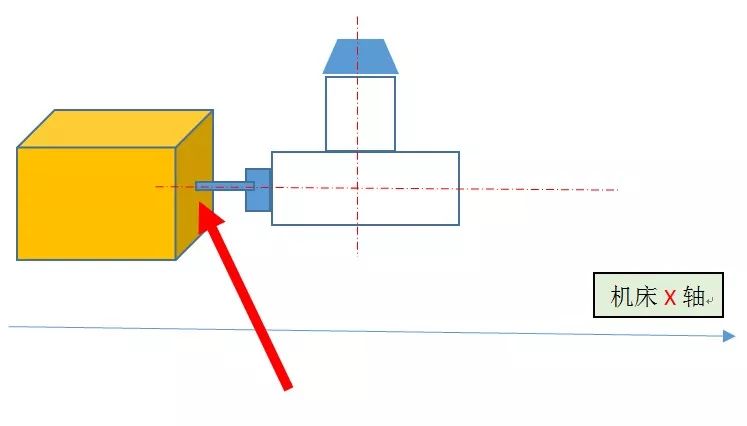

(重點(diǎn))G54的X:(此時(shí)機(jī)床已考慮了橫向長(zhǎng)度H)刀尖碰工件側(cè)面,讀取機(jī)床X坐標(biāo)設(shè)為G54的X 坐標(biāo), (如法拉克按鈕MEASURE)

G54的Y坐標(biāo)設(shè)置:
刀徑碰工件前面,讀取機(jī)床Y坐標(biāo),再移動(dòng)一個(gè)半徑值,設(shè)為G54的Y 坐標(biāo)。與一般設(shè)定一樣。
刀徑碰工件前面,讀取機(jī)床Y坐標(biāo),再移動(dòng)一個(gè)半徑值,設(shè)為G54的Y 坐標(biāo)。與一般設(shè)定一樣。
總結(jié):
1. 角度頭的長(zhǎng)度是通過設(shè)置坐標(biāo)來計(jì)算在內(nèi)的,(可以不必知道角度頭的橫豎準(zhǔn)確長(zhǎng)度VH)。
2. 簡(jiǎn)單的角度頭在主軸定位后,通常只能加工一個(gè)方向。
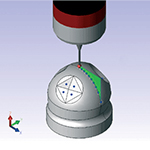
2、加工面不平行機(jī)床軸向。
1. 角度頭的長(zhǎng)度是通過設(shè)置坐標(biāo)來計(jì)算在內(nèi)的,(可以不必知道角度頭的橫豎準(zhǔn)確長(zhǎng)度VH)。
2. 簡(jiǎn)單的角度頭在主軸定位后,通常只能加工一個(gè)方向。
2、加工面不平行機(jī)床軸向。
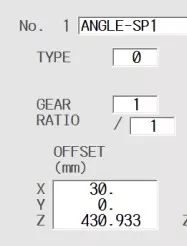
3、機(jī)床的可選項(xiàng)功能(option)
1. 有些高端機(jī)床可能有角度頭的參數(shù)設(shè)置,如橫豎長(zhǎng)度。
1. 有些高端機(jī)床可能有角度頭的參數(shù)設(shè)置,如橫豎長(zhǎng)度。

2. 有些高端機(jī)床可能有特定的參數(shù)設(shè)置界面,如:
機(jī)床的附件(attachment)
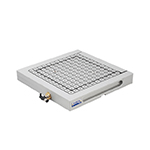
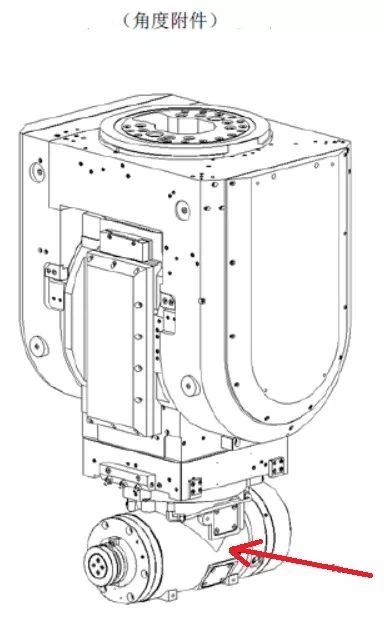
1. 以上所講是比較小的角度頭,可以考慮直接從刀庫(kù)自動(dòng)換刀,有些角度頭尺寸較大,如下圖,稱之為附件。通常這種附件是有附加的存儲(chǔ)空間(attachment room).
1. 以上所講是比較小的角度頭,可以考慮直接從刀庫(kù)自動(dòng)換刀,有些角度頭尺寸較大,如下圖,稱之為附件。通常這種附件是有附加的存儲(chǔ)空間(attachment room).
附注:
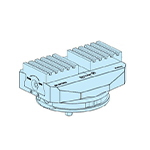
1. 可調(diào)角度頭。如下圖,這種角度頭的編程通常用到宏程序讀長(zhǎng)度補(bǔ)償。

1. 可調(diào)角度頭。如下圖,這種角度頭的編程通常用到宏程序讀長(zhǎng)度補(bǔ)償。
2. 角度頭的軟件編程。
角度頭的編程通常用到宏程序讀長(zhǎng)度補(bǔ)償。如果軟件后處理得當(dāng),最好是軟件編程,通過軟件來考慮長(zhǎng)度補(bǔ)償。
角度頭的編程通常用到宏程序讀長(zhǎng)度補(bǔ)償。如果軟件后處理得當(dāng),最好是軟件編程,通過軟件來考慮長(zhǎng)度補(bǔ)償。






