









































































































































企業動態2025-02-05
1. 絲錐崩牙、打牙的主要原因
在日常攻螺紋中,絲錐崩牙、打牙的主要原因大體總結如下:①反轉時,切削根部高點把切削刃擠掉的稱“崩牙”。②反轉時,切削碎粒擠在絲錐與工件之間把切削刃擠掉的稱“崩牙”。③由于工件材質太黏硬,若潤滑不好,把切削刃粘掉,稱“崩牙”。④由于工件材質太硬,將牙頂掉,稱“打牙”。⑤遇工件有砂眼、材質不均的硬塊,將牙頂掉,稱“打牙”。⑥不合理操作造成的碰撞,如斷續切削的速度快、出入頭碰撞等,造成的掉牙稱“打牙”。
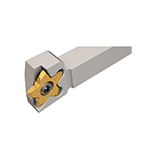
原因①是由于大多數人沒發覺其破壞能力的嚴重性。例如威海職業技術學院的實習工廠——天諾數控機械有限公司,生產的數控刀桿,刀桿尾部均有一個絲孔,分別為:型號40系列對應M16、型號45系列對應M20、型號50系列對應M24,就出現了絲錐使用壽命不長的問題,大部分是因為崩牙而導致的報廢。這個問題同時也在其他兄弟單位中普遍存在,甚至在全國機械制造業中均存在這一問題。因為這個問題在手工攻螺紋、普通機床攻螺紋、數控機床攻螺紋都存在,對絲錐的破壞極大,應該引起大家的重視。下面分析問題產生的原因及對策。
2. 解決措施
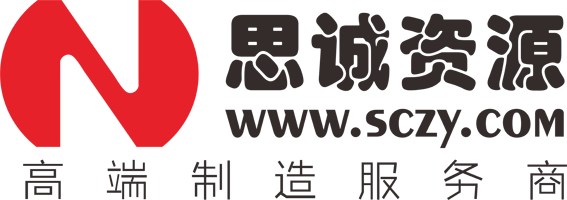
首先通過圖1所示進行說明:圖1中工件固定,絲錐旋轉,主切削刃標記為E,背去屑刃標記為F。圖1a是絲錐切削,絲錐倒轉,把切削碎斷,以便于排出;圖1c是絲錐背去屑刃F,把切削切斷,留下高點G,高度為絲錐后角差值(EF弧長的后角差高度);圖1d是因高點G而導致的絲錐崩齒。




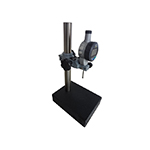
大部分材質的工件,當背去屑刃F后退至切削根部附近,就能把切削頂斷(見圖1b),但會留有高點,如果繼續后退,用背去屑刃F把高點鏟矮或把切削切斷(見圖1c),再繼續后退,就是過盈的強制性后退,因為絲錐后面是帶有6°~8°后角的斜面,到主切削刃E附近過盈最大,最容易過盈擠壓,使主切削刃崩齒(見圖1d)。現在的機用絲錐切削刃較短,主要以二扣半絲左右進行切削,特別是大一點直徑絲錐,單刃切削余量大,遇到的工件材質稍微黏硬,高點G的抗力就增大,此時絲錐最容易崩齒,因為這個高點的頂抗作用力與切削時的作用力,對切削刃是雙向疲勞交替破壞,大大降低了絲錐刃部的持久極限,圖2所示是剖開的M12絲錐(沒攻通),反轉后主切削刃過高點的照片。凸起處即為高點G,主切削刃過高點后,高點處有明顯摩擦發亮痕跡,但凸起仍然很明顯,極易造成絲錐崩齒。

?
通過大量實踐操作,發現當絲錐反轉少于切削刃數分之一時,即三刃絲錐反轉少于1/3、四刃絲錐反轉少于1/4時,絲錐崩齒的概率降為最低,只要絲錐反轉,把切削碎斷,容易排屑即可,就能達到后退的目的,不必讓主切削刃過高點G,這樣可以有效避免絲錐因高點G擠壓導致崩齒。特別是手工操作,采用主切削刃不過高點很有手感,很容易達到目的,更不容易斷絲錐。機動攻螺紋時,無論鉗工還是車工也盡量控制好后退行程,努力避免主切削刃退過高點,這樣能大大提高絲錐的壽命。例如,我們以前沒控制后退行程,在Z512臺鉆上攻M12螺紋(生產100件左右的F214鏜頭滑塊,每件6個M12螺紋,螺紋深18mm,通孔,材質40G)一般需要用2支以上絲錐,最多時用過6支絲錐,自從認識到高點對絲錐的危害性以后,努力控制后退行程,盡量不讓主切削刃過高點G(腳踏開關控制),連續兩個月生產了三批(第一批105件、第二批105件、第三批103件),結果絲錐壽命大為提高,其中第一批用2支絲錐,第二批只用1支(由于沒崩牙,生產超過第70件時,把絲錐刃前面輕輕磨了一下),第三批用了2支絲錐,但第一支絲錐干81件,第二支絲錐只干22件,這個過程中絲錐是完好無損的。
?
關于數控機床因為程序固定,普通操作者無法改變使用程序,所以無法解決該問題,在此向數控機床生產廠家建議,對數控機床程序進行調整,使機床操作者能夠自主設定絲錐前后旋轉行程。機動攻螺紋時,也盡量控制好后退行程,努力避免主切削刃退過高點,這樣能大大提高絲錐的壽命。通過調研發現,數控機床攻螺紋對絲錐的損壞大部分為崩牙,若不崩牙,鈍了可以簡單修磨一下絲錐前端,使之鋒利再用,若崩牙就不值得修磨。
3. 結語
以前之所以沒有重視上述問題,是因書本中普遍告訴我們絲錐每前進一定量后,倒轉1/4~1/2,使切削碎斷,容易排出即可。通過查閱一些書籍,發現其中對于攻螺紋的描述均屬于這種說法。故通過實踐,建議教材應根據實際情況有所變動:四刃絲錐倒轉應少于1/4,三刃絲錐倒轉應少于1/3,使切削碎斷,容易排出就可。所以,機械同仁應該到用絲錐多的工廠調研一下,了解數控機床攻螺紋時絲錐損壞過多的原因,努力調整現有工藝,提高絲錐的使用壽命,為節約型社會貢獻一份力量。






