









































































































































企業動態2025-02-05
內徑百分表錐面觸頭的研磨
觸頭磨損較輕或示值誤差較小,可用手工研磨;磨損嚴重,采用機械研磨。
手工研磨方法如圖3—64所示。研磨時用左手握持錐面觸頭的長桿,使其正圓柱形部分在臺面上滾動,用右手持研磨扳,使其工作面與觸頭的圓錐面相貼合,在燭頭滾動的同時,研磨板作直線運動。研磨中,觸頭的正圓柱的母線與臺面、圓錐母線與研磨板的工作面應穩定貼合,不得在任何一端有翹起現象。

觸頭在臺面上每次的滾動量約2/5轉左右,并且始終按箭頭所示方向滾動,研磨板工作時只能按箭頭所示方向作單方向運動,并且觸頭的滾動和研磨板的直線運動應同始同終。研磨板不得在觸頭的同一部位上作連續多次磨削,應做到觸頭的上一次磨削的終點部位,應是下—次磨削的起點部位,磨削軌跡相銜接,從而使圓錐面得到均勻磨削,避免觸頭形狀產生畸變。
研磨工作分為粗研和精研兩個步驟。粗研用粒度為W10的碳化硼油石,精研用氧化鉻研磨膏在鑄鐵研磨板上進行。精研后錐面觸頭的光潔度不應低于▽11。錐面的角度用工具顯微鏡測量時,對于測量范圍為6—18毫米的內徑百分表,誤差不得超過a土16′27〃;測量范圍大于18毫米的內徑百分表,誤差不得超過a土20′29〃。錐面母線直線度用平尺核定時,其誤差不得超過3微米。
油石研磨板和鑄鐵研磨板的長度以120一150毫米為宜,寬度應等于或稍大于圓錐面的母線長度。油石研磨扳使用一段時間后,如果局部磨損或者切削能力降低,應放在平面磨床上修整。鑄鐵研磨板的工作面可在研密平板上研磨修整。研磨板工作面的平面度要求,應根據具體工作人員的技術水平、工作特點決定。
研磨注意事項:
(1)研磨前根據彈簧式內徑百分表示值誤差檢定結果,或根據工具顯微鏡對錐面觸頭角度的實測結果,確定產生示值誤差的原因,以及需要研磨的部位,然后進行研磨。
(2)如果錐面觸頭有局部磨損,而其角度誤差很小時,應特別注意使錐面的大端和小端上的研磨壓力—致,否則會造成錐體的角度誤差和母線直線度誤差。研磨壓力主要憑手感經驗來掌握。
(3)如果錐面觸頭除有磨損誤差外,還有角度誤差和母線直線度誤差,研磨時這幾種情況都應兼顧到。因此要求觸頭的著力部位應當準確。研磨的中間檢查,除使用儀器外,也可以根據切削痕跡來判斷研磨位置是否正確,以及研磨效果是否良好。根據研磨情況隨時修改操作方法。
(4)在保證修理質量的前提下,應盡量做到少磨削。粗研應使錐面觸頭上的磨損痕跡消除,并保證觸頭形狀正確;精研主要是提高錐面的光潔度和尺寸精度。
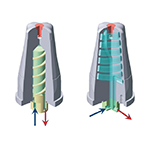
機械研磨錐面觸頭的方法是在車床或鉆床上進行的(圖3—65)。將需要修研的錐面觸頭裝夾在車床的卡盤上,低速轉動卡盤時不得有看得出的徑向跳動,或用百分表在觸頭的正圓柱部位上檢查時,徑向跳動量不應大于0.03毫米。

研磨板的尺寸和要求同手工研磨用的研磨板相同或稍長。研磨時用兩手持研磨板,取鉗工拿銼刀工作時的姿勢。車床轉速以200一300轉/分為宜。
機械研磨也分粗研和精研兩步進行,研磨要領、檢查方沾和注意事項與手工研磨相同。
內徑百分表錐面觸頭的研磨由思誠資源網整理編輯,你還可以了解杠桿百分表價格






