









































































































































企業動態2025-02-05
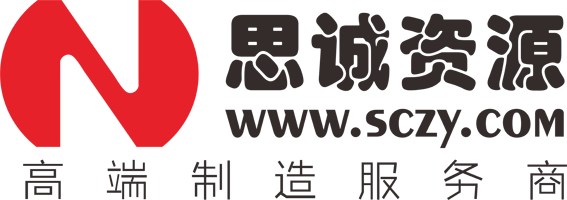
千分表原理
當量桿移動1毫米時,這一移動量通過齒條、軸齒輪1、齒輪和軸齒輪2放大后傳遞給安裝在軸齒輪2上的指針,使指針轉動一圈。若圓刻度盤沿圓周印制有 100個等分刻度,每一分度值即相當于量桿移動0.01毫米,則這種表式測量工具常稱為百分表。若增加齒輪放大機構的放大比,使圓表盤上的分度值為0.001毫米或0.002毫米(圓表盤上有200個或100個等分刻度),則這種表式測量工具即稱為千分表。二者的原理是相同的。百分表(千分表)是美國的B.C.艾姆斯等于1890年制成的。它常用于形狀和位置誤差以及小位移的長度測量。百分表的示值范圍一般為0~10毫米,大的可以達到100毫米。改變測頭形狀并配以相應的支架,可制成百分表的變形品種,例如厚度百分表、深度百分表和內徑百分表(見孔徑測量)等。如用杠桿代替齒條則可制成杠桿百分表和杠桿千分表,其示值范圍較小,但靈敏度較高。此外,它們的測頭可以在一定角度內轉動,能適應不同方向的測量,結構也緊湊。它們適用于測量普通百分表難以測量的外圓、小孔和溝槽等的形狀和位置誤差檢驗。
千分表讀數
外徑讀數
讀數時,先以微分筒的端面為準線,讀出固定套管下刻度線的分度值(只讀出以毫米為單位的整數),再以固定套管上的水平橫線作為讀數準線,讀出可動刻度上的分度值,讀數時應估讀到最小刻度的十分之一,即0.001毫米。如果微分筒的端面與固定刻度的下刻度線之間無上刻度線,測量結果即為下刻度線的數值加可動刻度的值;
如微分筒端面與下刻度線之間有一條上刻度線,測量結果應為下刻度線的數值加上0.5毫米,再加上可動刻度的值,有的千分尺的可動刻度分為100等分,螺距為1毫米,其固定刻度上不需要半毫米刻度,可動刻度的每一等分仍表示0.01毫米。有的千分尺,可動刻度為50等分,而固定刻度上無半毫米刻度,只能用眼進行估計。對于已消除零誤差的千分尺,當微分筒的前端面恰好在固定刻度下刻度線的兩線中間時,若可動刻度的讀數在40-50之間,則其前沿未超過0.5毫米,固定刻度讀數不必加0.5毫米;
若可動刻度上的讀數在0-10之間,則其前端已超過下刻度兩相鄰刻度線的一半,固定刻度數應加上0.5毫米。
千分表的使用方法
?
1、將表固定在表座或表架上,穩定可靠。裝夾指示表時,夾緊力不能過大,以免套筒變形卡住測桿。
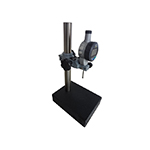
2、調整表的測桿軸線垂直于被測平面,對圓柱形工件,測桿的軸線要垂直于工件的軸線,否則會產生很大的誤差并損壞指示表。
3、測量前調零位。絕對測量用平板做零位基準,比較測量用對比物(量塊)做零位基準。 調零位時,先使測頭與基準面接觸,壓測頭使大指針旋轉大于一圈,轉動刻度盤使0線與大指針對齊,然后把測桿上端提起1-2mm再放手使其落下,反復2-3次后檢查指針是否仍與0線對齊,如不齊則重調。
4、測量時,用手輕輕抬起測桿,將工件放入測頭下測量,不可把工件強行推入測頭下。顯著凹凸的工件不用指示表測量。
5、不要使測量桿突然撞落到工件上,也不可強烈震動、敲打指示表。
6、測量時注意表的測量范圍,不要使測頭位移超出量程,以免過度伸長彈簧,損壞指示表。
7、不要使測頭跟測桿做過多無效的運動,否則會加快零件磨損,使表失去應有精度。
8、當測桿移動發生阻滯時,不可強力推壓測頭,須送計量室處理。
以上是對常用量具中的千分表工具的介紹,千分表作為機械長度測量工具中的一種精度較高的測量儀器,已被廣泛應用,我們平時在使用千分表時,一定要按照正確使用方法去操作,這樣才能保證儀器測量數據的準確率及使用壽命等。






